プラスチックフィラーとは何ですか?
https://baobikhangloi.com.vn/phu-gia-va-chat-don-nhua-phan-1-cac-chat-don-nhua-pho-bien
プラスチック添加剤および充填剤は、製造プロセス中にプラスチック材料の特性の一部を変える目的でプラスチック材料に混合するために使用される化合物です。 添加剤は純粋にプラスチックを変化させ、広範囲の用途に合わせて本来利用できなかった特性を追加するために作成されますが、混合剤(フィラーとも呼ばれます)は、原材料のコストを削減する目的で使用されます。
プラスチックフィラーとは何ですか?
フィラーは基本的に、別の材料にブレンドして複合材料を形成できる材料です。 最終混合物の性能要因と加工性を無視する場合、主材料とよく混合できる限り、どのような材料でも充填剤として使用できます。 原材料コストの削減が重要な目標であるフィラーは、現在の年間生産量が 5,300 万トンと推定され、世界中で 700 社以上の企業によって生産されている大規模な市場です。 フィラーはさまざまな材料に使用できますが、その 2 つの最大のセグメントはエラストマーとプラスチックです。 石油とガスの豊富さが減少するとプラスチックの価格が必然的に上昇するという長期的な傾向に加え、市場の変動によりプラスチックの価格が高騰する時代を考えると、鉱物充填剤の豊富な供給とはるかに低い価格が商業的にますます魅力的になってきています。 。
しかし、多くのプラスチック製品メーカーが関心を持っていることの 1 つは、充填剤の使用です。充填剤はプラスチックの性能を低下させるのでしょうか?
以前は、プラスチック材料に配合するフィラーの使用は、メーカーのトリックとみなされていました。 主原料に安価な原料を配合することでより多くの利益を得ることができ、価格競争で優位に立つことができます。 過去に充填剤を使用した場合、ほぼ確実に製品の性能と品質が大幅に低下します。 品質を犠牲にすることなく理想的なフィラーブレンドを見つけることは、大きな成功と言えます。 このようなレシピは常に秘密にされます。 優れた品質の製品を生み出すために、100%バージンプラスチック樹脂を使用する場合、利益の減少を受け入れることは、当社を含む多くの企業の誇りです。 ほとんどの人は、フィラーを含むプラスチックは安価な商品であり、二次市場でのみ使用されるべきだと考えています。 その特徴は、製品の表面が完璧ではなく、色が不透明で、穴が開いたり、破れたりしやすいことです。

しかし、材料科学の発展により、それはもはや当てはまらない可能性が高くなります。 今日の最新のフィラーは、プラスチックの性能をあまり低下させることはなくなり、プラスチック材料自体にはないプラスチックの独特の特性を加えて製品を改善することさえできます。 主要な一般的なフィラーは CaCO3、別名 Taical であり、LDPE 樹脂に 5% ブレンドすると、水平方向と機械方向 (TD) および MD) の両方の強度と引張降伏が向上することが数多くのテストで示されています。 CaCO3 が 11% ~ 20% の場合、引張強さは低下しましたが、純粋なレベルを下回ることはありませんでしたが、代わりに耐穿刺性と引裂強さは増加しました。 この混合比では、樹脂と CaCO3 の混合物が機械コンポーネントに及ぼす圧力も小さくなり、一定のアンペア数でスクリュー速度を高めることができます。 つまり、出力が通常よりも高くなる可能性があります。 ブロッキング防止能力も大幅に向上し、この添加剤のコストをさらに削減できます。
CaCO3 フィラーを使用したプラスチック フィルムの表面の特徴的な粗さは、完全に欠陥ではない場合があります。 このような表面は印刷インクの接着性を向上させることができるため、印刷に非常に適しています。 適切なフィラー含有量を使用すれば、製造プロセスのコロナ処理ステップを省略することもできます。
価格に対する競争圧力が、メーカーが充填剤に興味を持っている主な理由であることは否定できません。 しかし、プラスチックとフィラーの混合がますます興味深くなっているのは事実です。 それぞれの特性を理解すれば、優れた食材レシピを数多く生み出すことができます。 おそらくそれが、メーカーが製品中の充填剤のレベルについてますます無謀になっている理由です。 多くのベトナムの製造業者は、インフレーションフィルム用途では前例のない最大 25% のフィラー含有量を含む高品質のビニール袋の生産に成功しています。 一部の賢明な顧客でも、コストを削減するために、注文する製品の充填剤含有量を指定し始めています。
実際、プラスチック業界のフィラーは悪い固定概念を徐々に取り除き、業界ではもはや「悪い言葉」とみなされなくなりました。 近い将来、当社のように原材料の100%をバージンプラスチック樹脂として使用する伝統を持つ企業も、姿勢を変える必要があるかもしれません。
では、これらのビニール袋はどのようにして希望の色になるのでしょうか?
Hạt nhựa màu, bí mật đằng sau những chiếc túi nhựa đầy màu sắc
今日、色について深く考えている人はほとんどいません。色は非常に馴染みがあり、私たちの生活を取り囲んでいるように見えるからです。 特定の色が好きであれば、壁のペイント、家具から衣服、電話、バイクに至るまで、ほぼすべての物をその色で完全に装備することができます。1900 年代に住んでいた人々が実際に色を持っていたことを知っていたら、色についてもっと考えるかもしれません。 そのような選択肢はほとんどありません。 私たちの周りの色を構成する色素のほとんどは、この時点以降に発見されます。
a. 色素とは何ですか?
着色剤または染料としても知られる顔料は、光の波長を吸収および反射するプロセスを変化させ、色の変化をもたらすために材料に混合される物質です。 染料と顔料の違いは、染料は水溶性であるのに対し、顔料はほとんど不溶性の物質であることです。 染料は、穏やかな着色力を持つ有機化合物であることが多く、主に繊維業界や製紙業界で使用されます。 一方、顔料は通常、高い混色能力を備えた無機化合物であり、塗料、プラスチック、印刷インキなどの産業でよく使用されます。
顔料の歴史は、数万年前に先史時代の洞窟壁画に使用され始めたため、人類の文化史と密接に関連していると考えられます。 目的を持った顔料の製造方法は、古代、エジプトとバビロンで発展したと考えられています。 寺院の壁や木や陶器の表面は、金属酸化物から生み出されるシンプルな無機質な色彩で装飾されています。
着色剤に対する人間の需要はますます高まっており、より多くの顔料が後に発見されることになります。 しかし、顔料の合成と大規模生産が最も急速に成長したのは、新聞用の印刷インキ、消費財、自動車、プラスチック製品の塗料の需要の増加のため、20世紀の最後の20年間だけでした。
b. 無機顔料および有機顔料
顔料は配合成分の由来により無機顔料と有機顔料の2つに分類されます。 有機顔料の場合、分子には鎖結合または炭素環が存在し、多くの場合、生物学的プロセスによって形成されます。 一方、無機顔料は構造中に炭素原子が存在せず、通常は地質学的プロセスによって生成されるか、化学反応によって合成されます。
有機顔料
有機顔料は炭素環または炭素鎖を含む比較的単純な分子構造により、安定で色落ちしません。 有機顔料で着色した製品は、鮮やかな色と高い光沢を実現します。 ただし、溶剤や高温にさらされると分解しやすいという欠点があります。 オーガニックカラーを使用した製品は、屋外に放置され、直射日光、熱、空気にさらされると、色がくすんだり消えたりする傾向があります。
かつて、有機顔料は主に動物や植物から作られた天然由来のものであったため、生物顔料とも呼ばれていました。 これらの生体材料は、洗浄、乾燥、粉末化、複数の成分の配合を含む単純なプロセスを経ます。 しかし現代では、これらの有機顔料は主に石炭や石油化学製品から有機化学によって合成されています。 一般的な有機顔料は、キナクリドン、フタロシアニン、アリザリン、アゾなどです。
無機顔料と比較すると、これらの有機顔料は使用頻度が低いため、市場に供給される業者が比較的少なく、価格が比較的高くなっています。
無機顔料
有機顔料が自然の産物であるとすれば、無機顔料は主に研究室で配合された人工産物を表します。 このように科学的に研究された製品は、幅広い優れた特性を備え、ユーザーに究極のコントロール範囲を提供します。 無機顔料は単純な化学反応 (酸化など) で製造できるため、工業規模で経済的利益を得ることができます。 無機顔料は着色剤市場シェアの90%以上を占め、2020年までにその量は1,200万トンを超えると推定されています。しかし、年間生産量が約100万トンである有機顔料も同様に魅力的な市場です。
ほとんどの無機顔料は材料中で分散しやすく、激しい熱や光にさらされても色落ちしません。 そのほとんどは金属酸化物または金属硫化物に由来します。
c. 顔料は全部で何種類ありますか?
さまざまな色調の深みと暖かさを考慮すると、自然界に存在する色の数は計り知れません。 人間の平均的な目は約 10,000,000 色を認識できますが、24 ビット コンピューターは 16,777,215 通りの異なる色の組み合わせを表示できます。 発見され、商業的に生産されている顔料に関しては、現在 27,000 の個々の品種がカラー インデックス インターナショナル データシートにリストされています。
農業用穴あきマルチフィルム
https://baobikhangloi.com.vn/mang-phu-nong-nghiep-duc-lo-san
農業用マルチとは何ですか?
農業用マルチ。「マルチ」という言葉は当初、柔らかくて分解し始めているものを意味します。 「腐葉土」を直訳すると、「腐植土」またはそれに類似したものとして理解できます。 これらには、わら、バガス、バナナの葉、雑草の死骸、および蒸発による水分の損失を防ぎ、地温の急激な変化を減らし、雑草の成長を防ぐために地面にマルチングできるその他の材料が含まれます。 これは最も古い農法と考えられていますが、作物の収量を増やすのに非常に効果的です。
しかし、農業への科学技術の応用の発展に伴い、農業用マルチという言葉の意味も徐々に変化してきました。 そして今日、インターネットで検索エンジンを使用すると、「農業用マルチ」という語句で返される結果から、無限の野原に張り巡らされたプラスチックフィルムの薄い層に関する一連の情報と画像が得られます。 実際、この優れた性能の無機マルチは、植物の生育に適した微気候を作り出すことで、従来の有機マルチに徐々に取って代わられてきました。 さまざまなタイプのマルチの多くのパラメーターをカスタマイズできるため、この環境では理想的な温度、湿度、CO2、微生物の増殖が実現されます。 最も重要なことは、土壌にプラスチックフィルムを使用すると、土壌中の水蒸気の蒸発が防止され、灌漑の頻度とコストが削減されることです。 ほとんどの農業モデルでは常に灌漑用水が大きな出費となり、これらのモデルの成功は水の経済的かつ効率的な利用にかかっています。 さらに、グランドカバーは浸食を引き起こす可能性のある雨の影響も軽減し、地面と直接接触する草本植物(イチゴなど)の果実や土壌中の微生物による損傷を防ぎます。
このような優れた性能と人気の高まりにより、現在では農業用マルチまたは農業用フィルムという概念は、合成樹脂素材を使用したマルチシートを指す場合にのみ使用されています。
天然素材から作られた有機コーティングは、適切に使用すれば、分解すると土壌に栄養分を加えることができるため、合成プラスチックマルチと同じ利点、さらにはそれ以上の利点を提供できます。 しかし、そのような天然物質は、大規模な農業生産に十分な量が入手できないことがよくあります。 さまざまな供給源からそれらを収集し、少なからぬ費用をかけて使用場所まで輸送する必要があります。 一方、ロール状に包まれたプラスチックフィルムは、保管と輸送において非常に効率的であることが判明しました。 天然素材をコーティングとして適用する場合も、ロールオンタイプのプラスチックマルチよりも手間がかかります。
農業用膜には何種類ありますか?
作物ごとに生育環境のニーズが異なるため、市場では国産から輸入品、単層から多層、色違いまで、対応するさまざまなマルチが求められています。 すべてに対応できる万能のオーバーレイはありません。
ほとんどのフィルムはポリエチレン (PE) プラスチックでできており、厚さは 20 ~ 120 マイクロメートルの範囲です。 このタイプのプラスチックは優れた靭性と耐久性を備えているため、さまざまな地形や複雑な土壌構造で作業するときに膜が多方向からの力に耐えることができます。
マルチの色も非常に重要です。 色に基づいて、農業用マルチを次のグループに分類できます。
1.黒マルチフィルム
黒いフィルムは光を吸収しますが、太陽光は通さないため、雑草の成長を十分に防ぐことができますが、土壌を温める能力は限られています。 フィルムに吸収された太陽エネルギーは失われ、赤外線または熱対流によって大気中に入ります。 熱の一部は、土壌と膜の間の物理的接触を通じて地面に伝達されます。 日中、黒マルチの下では、未コーティングの土壌と比較して、土壌温度が約 2 ~ 3 °C 上昇することがあります。 このため、熱帯地方では地温が急激に上昇しすぎないよう、黒色のプラスチックマルチがよく使用されます。
2. 透明マルチフィルム
透明なPEフィルムは太陽の下で土壌を急速に温め、晴れた日には温度が裸の土壌より5〜6°C高くなります。 したがって、それらは主に温帯気候または冬の間、発芽に好ましい土壌温度を作り出すため、または温暖な気候の作物のオフシーズン栽培に使用されます。 ほとんどの太陽光は透過するため、透明な農業用フィルムは雑草の成長を抑制する効果が低くなります。 耐久性は、紫外線吸収剤、冷却剤、ベンゾフェノンやベンゾトリアゾールなどの紫外線捕捉剤によってさらに強化する必要があります。
3. 白色マルチフィルム
白いマルチフィルムは、樹冠に透過および反射される放射線の量を大幅に減少させます。 地温を下げる能力があるため、主に高温の地域や明るさの低い地域で、樹冠の底に反射する光の量を増やして光合成を増やすために使用されます。

三角ポリ絞り袋

絞り袋は三角形のナイロン製の袋で、ケーキのデコレーション用のクリームを絞ったり、小麦粉などの食材を保存したりするのに使用されます。 これは料理業界における新たなイノベーションであり、さまざまなケーキにさまざまな装飾を施し、ケーキを美しくするのに役立ちます。 使用前に、袋の先の尖った部分をケーキの口に合うように切って貼り付け、準備しておいたクリームパウダーを袋に注ぎ、ケーキのデコレーションを始めます。
ベトナムのプラスチック絞り袋は通常、四角い三角形の形状をしており、一般的なサイズは 30x40x30 cm と 22x30x22 cm の 2 つです。 さらに、調整可能な絞り袋は、ご要望に応じてサイズや角の鋭さのパラメーターを変更して特別に製造されます。
HDPE素材を使用した最も人気のあるトライアングルナイロンバッグ。 この素材によりバッグの形状に剛性が生まれ、凹凸が持ちやすさを生み出します。
三角ポリ袋はどのようにして作られるのでしょうか?
三角ポリ袋の製造工程は通常の袋と同じですが、最終段階の裁断と成型が異なります。 従来のカッターでは、生のナイロンロールの移動方向に沿った水平カッターがこのナイロンロールを小さなセグメントに切断するこの作業を連続的に実行し、同時にヒートプレスバーが押し下げられ、加熱されて袋の底部を成形します。 三角ポリ袋切り機には、交差するナイフが2本付いています。 2台のヒートカッターのストロークと速度の組み合わせを適切なレベルに調整して、目的の製品を作成します。
三角製袋機のカッターもシール製袋機と同様に、袋のカットと同じカット位置での熱プレスを担当します。 この形状により、バッグの端に余分なプラスチックがなくなり、美観が向上します。 しかし、シールカッターは通常のビニール袋カッターのナイフよりも頻繁なメンテナンスが必要であり、整備士は溶接の品質を確保するためにシールカットの品質を常にチェックする必要もあります。 したがって、生産性も大幅に低下し、このタイプの袋のコストは通常のビニール袋に比べて非常に高くなります。
Khang Loi社の三角ポリ袋の製品
Khang Loi 社のすべての三角袋および他の種類のビニール袋は、高品質の主要なプラスチック素材で作られており、食品の衛生と安全を確保しています。 外観は透明な色と均一な滑らかさを持ち、小さなスパイクを作ることでホールド感を高めています。
当社の三角ポリ袋は、機械的特性においても丈夫で耐久性に優れており、使用中に破れたり破れたりする心配は全くありません。 薄いプラスチック素材は火傷から手を守るのが難しいため、バッグの使用は 1 回限りとし、高温での使用は避けてください。
弊社では一般的なサイズ以外にも、お客様の用途に合わせた最適なサイズでの絞り袋や特殊ポリ袋の製作も承っております。
使用しているビニール袋の品質を確認するためのヒント
プラスチック包装の品質を確認する意味は何ですか、本当に必要ですか?
食品加工工場、工業工場、または包装用途に関わるその他のユニットには、適切に機能する包装が必要です。 しかし、包装の品質をどのようにチェックするか、コストを増やさないためにはどの程度良い包装をするかという問題があります。
市場にはビニール袋を提供するメーカーが数多くありますが、どのメーカーも最高のものだけを提供していることを顧客に認めています。 しかし、明らかな事実ですが、すべてのビニール袋工場が同じ製品品質を持っているわけではありません。 設備、材料、製造経験には大きな違いがあり、製品の品質に大きな差が生じる可能性があります。 サプライヤーへの最終的な支払い前に、購入したプラスチック包装品の仕様をいくつか確認しておくと、誤った取引や悪い経験から身を守ることができます。 同時に、選択したサプライヤーの品質を客観的に評価するのにも役立ちます。
プラスチック製の梱包が十分だと思っていても、同じサプライヤーの梱包を何年も使用していて、製品が一度も損傷していない場合でも、梱包テストを行うことでコスト削減の大きな機会が得られる可能性があります。 梱包の品質を少し下げることでサプライヤーにコストダウンを依頼できるかどうかを評価できます。 コストを削減するための節約は、製造業を営むほとんどの企業が常に目指す目標です。
使用しているプラスチック包装が良いものであるかどうかを知るにはどうすればよいですか?
プラスチック包装に限らず、あらゆる材料や製品の品質管理には体系的な分析プロセスが必要です。 原材料の品質から始まり、製造段階、そして最終製品の品質を管理します。 しかし、パッケージングのバイヤーがこれらの製造段階にアクセスして検査することは困難です。 使用しているパッケージが高品質であるかどうかは、主に使用時の経験から判断できます。 ただし、プラスチック包装の投入品質をより適切に制御するのに役立ついくつかの方法もあります。それを以下で共有します。
1. 製品の品質証明書を確認する
世界には、製品品質、機械や作業環境、環境への影響に関するグリーン基準の両方の観点から、プラスチック包装に関する品質基準が数多くあります。 最も有名なのは、米国試験計測協会 (ASTM) と国際標準化機構 (ISO) であり、これらは試験と評価基準の提供において最も信頼できる組織です。 多くの国では、日本の JIS 規格、フランスのノルム・フランセーズ、ドイツの Deutsche Industrie Normen (DIN)、英国の英国規格 (BS) などの独自の規格も持っています。基準として使用する規格の選択 パッケージングは多くの場合、ビジネスがターゲットとする市場に依存します。 製品がどの国に輸出されるかは、その国の検査基準に準拠します。 通常、これは注文の特定の要件の 1 つになります。
ベトナムのプラスチック包装市場に関しては、商業用包装、ビニール袋の規格 (TCVN 5653:1992)、輸送および包装の圧縮強度の試験方法の規格 (TCVN 4869:1989) など、独自の法律と規格もあります。 、品質マネジメントシステム(TCVN ISO 9000:2015)、環境マネジメントシステム(TCVN ISO 14001:2015)...
認証を取得するためのテストや評価にかかる費用は決して少なくない金額であり、実際には、そのコストを支払う余裕がない、またはそのコストを支払うほどのメリットが大きくないと考えている企業が多くあります。 パッケージのテストは主に、非常に高い基準を備えた市場に輸出される場合、またはテストされるパラメータが製品にとって特に重要である場合に実行されます。 認定を受けるために、メーカーはテスト機能を持つ組織に製品サンプルを送り、結果を待ちます。 これは、これらの証明書が提出された製品のサンプルに対してのみ有効であることを意味します。 メーカーからのすべての出荷品が常に同じ品質であるという保証はありません。 したがって、テスト結果は、高価ではありますが、比較的意味のあるものにすぎません。
しかし、多くの場合、特に食品業界で使用される包装の場合、依然として品質管理が不可欠です。 この用途に一般的に使用される規格は、食品と直接接触する合成プラスチックの包装およびツールの安全性と衛生に関する国家技術規則 (QCVN 12-1:2011/BYT)、食品接触面の基本コンポーネントとして使用される物質 (CFR 177.1520) です。 FDA)。

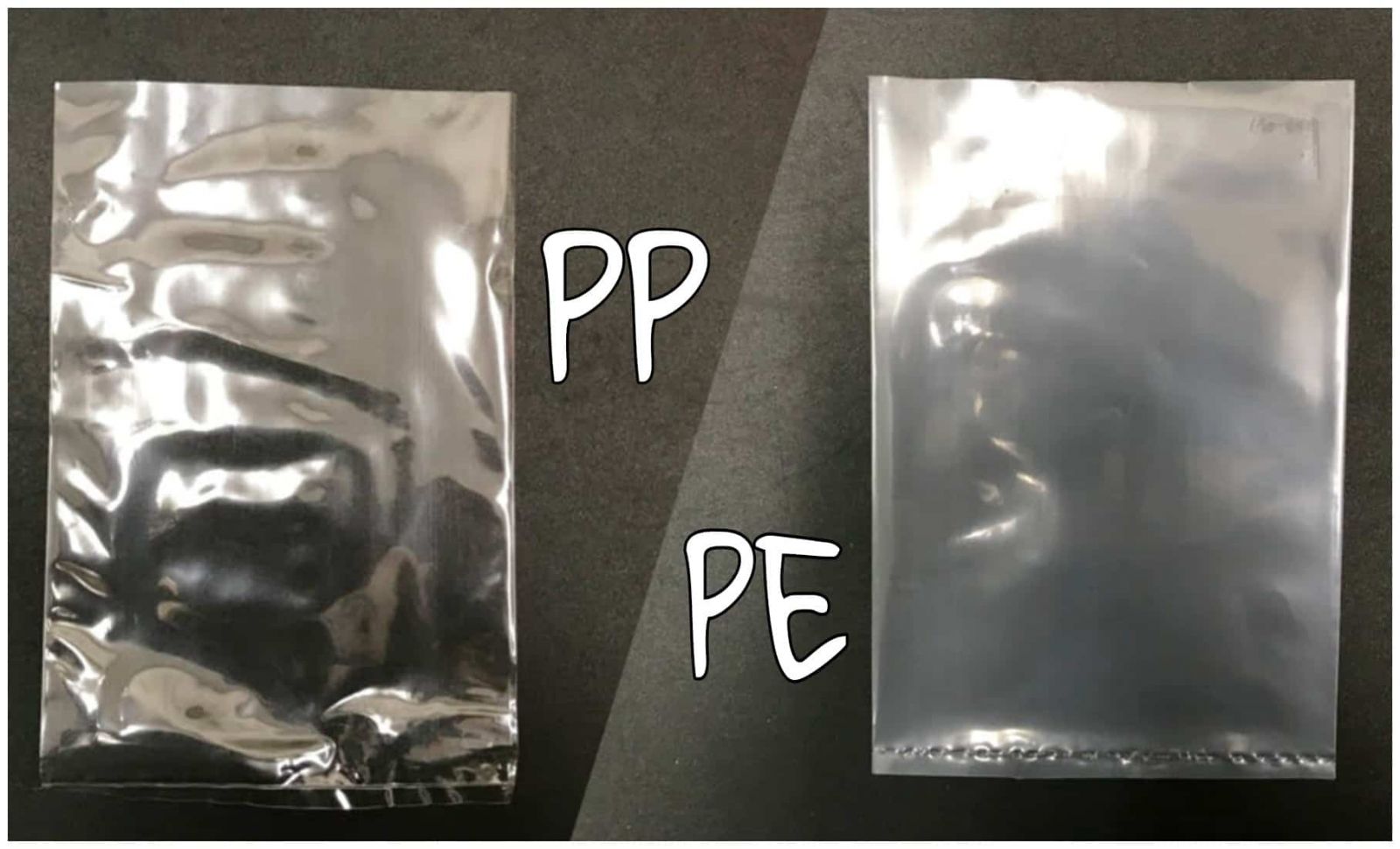
baobikhangloi.com.vn PP と PE プラスチックを比較すると、どちらの素材が優れていますか?
PP と PE プラスチックを比較すると、どちらの素材が優れていますか?
PP 樹脂と PE 樹脂は両方とも熱可塑性材料であり、オレフィン モノマー (これらのモノマーの分子構造にある特徴的な炭素二重結合を表す用語) から誘導されます。 明らかな共通の起源により、これら 2 つのプラスチックには多くの類似点が与えられています。
では、オレフィンとは何でしょうか、またポリオレフィン系樹脂の特徴は何でしょうか?
オレフィンはアルケン族に属する炭化水素のグループであり、構造中に炭素-炭素二重結合を含むという特徴を持っています。 アルケンには、プロペン (C3H6)、ブテン (C4H8)、ペンテン (C5H10)、ヘキセン (C6H12)、ヘプテン (C7H14)、オクテン (C8H16)、ノネン (C9H18)、デセン (C10H20) などが含まれます。
オレフィンモノマーから作られたポリマーはポリオレフィンまたはポリアルケンと呼ばれ、熱可塑性プラスチックとして分類されます。 他のプラスチックに比べて製造が非常に簡単で簡単で、成形が非常に簡単で、加熱、成型、吹き込み、冷却のプロセスを繰り返すだけで何度でも形状を変えることができます。
ポリオレフィンは分子構造的には原油とあまり変わりません。 これらは油と非常によく似た性質を持ち、耐火性がないため、これは利点であると同時に大きな欠点でもあります。 しかしその代わりに、それらはシンプルで純粋な構造を持つ最もクリーンなプラスチックであると考えられています。 その製造には、スチレン、塩素、ビスフェノール A などの有害な化学物質を添加する必要がありません。さらに、ほとんどのオレフィンは水に浮くため、特にリサイクルのための分別の際に、ポリオレフィンを他の合成材料と区別するのが非常に簡単になります。
商業的に主流であり、最も多く生産されているポリオレフィン グループはポリエチレン (PE) とポリプロピレン (PP) です。 ポリイソブチレンやポリメチルペンテンなど、特殊ではあるもののあまり一般的ではないポリオレフィンも多数あります。
ポリオレフィンは油状の液体または無色または白色の固体として現れることがあり、その特性は主に分子量と結晶化度によって決まります。 結晶化度が低い (0 ~ 20%) ポリオレフィンは、エラストマーのような特性を持っています。 中程度の結晶化度 (20 ~ 50%) はプラスチック樹脂に関連付けられ、50% を超える結晶化度は硬質樹脂に関連付けられます。
ほとんどのポリオレフィンはモノマーを金属触媒で処理することによって作られ、この樹脂の重合では非常に発熱します。 ポリオレフィンの表面は、そのほとんどが一般的な溶剤の影響を受けない優れた耐薬品性を備えているため、溶剤溶接や接着剤では効果的に接着されません。 これらは化学的には極めて不活性ですが、非常に低温または高温になると強度が低下します。 したがって、PE や PP などのこのグループのプラスチック フィルムの場合、層間の接着にはヒートシールが一般的な技術です。 しかし、現代科学の発展により、人々はこれらの材料を接着するために使用できる、シアノアクリレートやアクリレートなどの多くの超接着剤の開発に成功しました。
PP プラスチックと PE プラスチック、および他のポリオレフィンは、射出成形、ブロー成形、押出成形、ヒートプレスなどの一般的な成形技術を使用して簡単に加工できます。 取り扱いが容易で、低コストであり、優れた物理的および化学的特性を備えているため、人気のあるプラスチックとなっており、プラスチック業界のさまざまな用途に適しています。
■
合成樹脂またはプラスチックの開発は、木の樹液から得られるゴムなどの可塑性を持つ天然素材の使用から始まりました。
1872 年、工業的に生産された最初のプラスチックがベークライトという名前で市場に導入されました。 それらは非常に優れた絶縁体であり、急成長する電気産業ですぐに使用されました。
ドイツの化学者であるヘルマン シュタウディンガーが 1920 年頃に高分子化学を発明したとき、プラスチックの時代が始まりました。 1930 年頃、ナイロン、テフロン、シリコン、そして最初の合成ゴムのバージョンが登場しました。
第二次世界大戦が発生したとき、天然資源の保全はすべての国にとって優先事項となりました。 したがって、これらのリソースの代替が生産のために優先されています。 当然、プラスチックが一番の代替品になりました。 当時のナイロンは魔法の発明であり、パラシュート、ロープ、ヘルメットの製造に使用される新しいスターでした。
1960 年代、プラスチック廃棄物が海で発見されたため、この新しい素材に対する最初の興奮と懸念が入り混じり始めました。 プラスチックの過剰使用による環境汚染への懸念は、その後数年で徐々に増加しました。
1990 年以来、堆肥化できるプラスチックの種類を調べるための集中的な研究が行われてきました。 また、この時点から、他ならぬ石油化学会社が率いる一方の側のプラスチック擁護者の間で、目に見えない戦争が静かに展開されました. 一方の側は、NGOや環境活動家が率いる野党です。
彼らは皆、自分の見解を擁護する独自の議論を持っています。 そして、それらはすべて、意図された方法で非常に理にかなっています。
